













Fused Deposition Modelling – eller FDM – är en av de mest använda teknologierna inom additiv tillverkning. Trots att tekniken blivit allmänt tillgänglig är det många som inte känner till exakt vad som sker inuti maskinen. Den här artikeln går igenom processen steg för steg, från digital fil till färdig produkt.
Grundprincipen
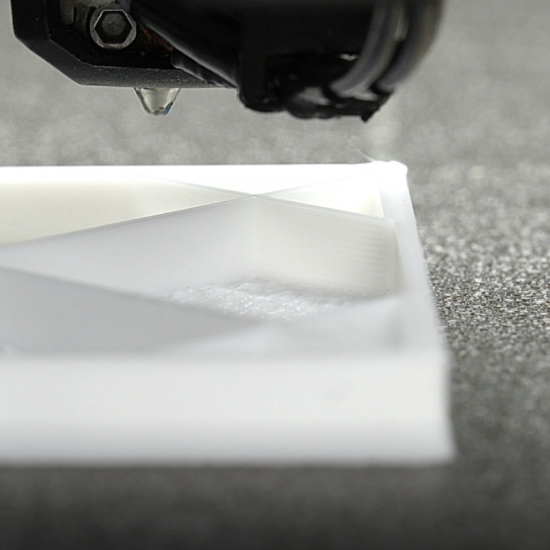
FDM bygger på ett enkelt men kraftfullt koncept: ett termoplastiskt filament värms upp tills det blir formbart och extruderas sedan genom ett munstycke, lager för lager, tills det tredimensionella objektet är färdigbyggt. Varje lager kyls ner och stelnar innan nästa appliceras, vilket skapar en solid struktur med god dimensionell noggrannhet.
FDM processen steg för steg
1. CAD-modell och slicning
Processen börjar med en digital 3D-modell, vanligtvis i STL- eller STEP-format. Modellen importeras i ett slicingprogram – exempelvis PrusaSlicer, Bambu Studio eller Simplify3D – som delar upp geometrin i horisontella lager och genererar den G-kod som skrivaren sedan följer.
I slicern definieras en rad kritiska parametrar:
- Lagertjocklek – typiskt 0,1–0,3 mm beroende på önskad ytfinish och utskriftstid
- Fyllnadsgrad och -mönster – påverkar vikt, hållfasthet och materialåtgång
- Stödstrukturer – genereras automatiskt under överhäng som överstiger skrivarens kapacitet
- Skalhastighet och temperatur – anpassas efter material och geometri
2. Materialmatning och extrudering
Filamentet matas från en rulle via ett extrudersystem – antingen direktdrivet (monterat direkt på huvudet) eller Bowden-baserat (med en PTFE-slang mellan motor och hotend). Direktdrivna system hanterar flexibla material bättre, medan Bowden-system ger lägre rörlig massa och möjliggör högre hastigheter.
Hos 3dverkstan finns skrivare som representerar båda dessa filosofier. Bambu Lab A1 och A1 Combo använder ett direktdrivet system med flermaterialsstöd, vilket gör dem mycket mångsidiga för både standardfilament och mer krävande material. UltiMaker S6 och S8 är välbeprövade arbetshästar med dubbla extrudrar – idealiska för komplexa delar som kräver stödmaterial i ett annat material än detaljen själv.
I hotendet värms filamentet upp till materialets specifika processtemperatur. För PLA ligger den typiskt runt 190–220 °C, för PETG 230–250 °C och för tekniska material som PA eller PC avsevärt högre. Munstyckets diameter – vanligtvis 0,4 mm som standard – avgör detaljnivå och flödeshastighet. Olsson Ruby, som finns som tillbehör hos 3dverkstan, är ett populärt val för den som skriver ut slipande kompositfilament som kolfiber- eller glasfiberförstärkta varianter, tack vare rubinmunstyckets exceptionella slitstyrka.
3. Byggplattan och vidhäftning
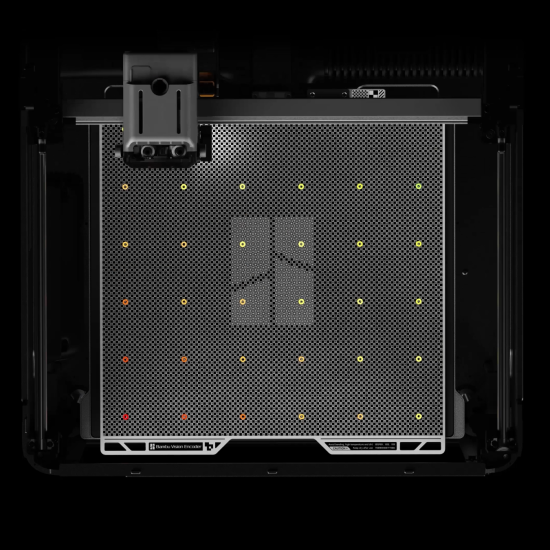
En jämn och korrekt nivellerad byggplatta är avgörande för ett lyckat resultat. Första lagret är det mest kritiska: för stort avstånd ger dålig vidhäftning, för litet riskerar att blockera flödet. Moderna skrivare använder ABL (Automatic Bed Levelling) med sensorer för att kompensera för ojämnheter.
Byggplattans yta och temperatur anpassas efter material:
- PLA: ouppvärmd eller lätt uppvärmd yta (50–60 °C)
- ABS och ASA: uppvärmd yta (90–110 °C) samt stängd kammare för att minimera krypspänningar
- PA (Nylon): kräver ofta speciell ytbehandling för tillräcklig vidhäftning
4. Lageruppbyggnad och selning
Skrivhuvudet rör sig i XY-planet medan Z-axeln stegar uppåt för varje nytt lager. Materialet kyls aktivt med en fläkt – med undantag för material som ABS, där snabb kylning ökar risken för delamination.
Bindningen mellan lager sker genom termisk diffusion: det varma extruderade materialet smälter samman med det underliggande lagret. Det är denna process som avgör delens anisotropa egenskaper – FDM-delar är generellt sett starkare i XY-riktning än i Z-riktning.
För applikationer där ytfinishen är kritisk kan efterbearbetning göra stor skillnad. AMT Desktop Vapor Smoothing, som finns i 3dverkstans sortiment, är ett effektivt system för kemisk utjämning av ytor på ABS- och ASA-delar – resultatet är en näst intill injektionsformad ytfinish utan manuell slipning.
Materialval och egenskaper
Valet av filament är direkt avgörande för slutproduktens mekaniska, termiska och kemiska egenskaper. 3dverkstan erbjuder material från flera ledande leverantörer, däribland Ultimaker och Ultrapolymerer, vilket ger tillgång till ett brett spektrum av tekniska filament.
| Material | Draghållfasthet | Värmebeständighet | Anmärkning |
|---|---|---|---|
| PLA | Medel | Låg (~60 °C) | Lätt att skriva ut, biologiskt nedbrytbart |
| PETG | Medel–hög | Medel (~80 °C) | God kemikalieresistens |
| ABS / ASA | Hög | Medel–hög (~100 °C) | ASA har förbättrad UV-beständighet |
| PA (Nylon) | Hög | Hög | Hygroskopiskt – kräver torrt filament |
| PC | Mycket hög | Hög (~130 °C) | Utmanande att processera |
| Kompositfyllda | Varierar | Varierar | T.ex. kolfiber- eller glasfiberförstärkta varianter |

Storskalig FDM

För applikationer som kräver stora byggvolymer är BigRep Pro, Studio och Altra 280 relevanta alternativ. BigRep Pro erbjuder en av marknadens större byggvolymer och är konstruerad för industrimiljö med stängd kammare och aktivt temperaturreglerad byggyta – lämplig för fullskaliga prototyper, jiggar och fixturer.

Vanliga användningsområden för FDM
FDM-tekniken används idag brett inom en rad industrier och verksamheter, tack vare sin kombination av flexibilitet, skalbarhet och låga investeringströskel jämfört med traditionell tillverkning.
Produktutveckling och prototypframtagning är ett av de mest etablerade användningsområdena. Möjligheten att gå från CAD-fil till fysisk detalj på timmar – snarare än veckor – gör FDM till ett kraftfullt verktyg för iterativ design. Skrivare som UltiMaker S6 och S8 är vanliga inslag i ingenjörs- och designmiljöer just för sin tillförlitlighet i daglig drift.
Tillverkning av jiggar, fixturer och verktyg är ett område där FDM vuxit kraftigt. Att producera dessa internt, på beställning och utan långa ledtider, ger en direkt konkurrensfördel. Med maskiner som BigRep Pro och Altra 280 är det möjligt att tillverka stora jiggar och fixturer i ett stycke, utan att behöva montera ihop mindre delar.
Utbildning är ett annat naturligt hemvist för FDM. Tekniken är säker, kostnadseffektiv och pedagogisk – den gör det möjligt att konkretisera konstruktionsövningar och snabbt testa idéer i verkliga material. Bambu Lab A1 och Minifactory Ignite är exempel på maskiner som passar väl i utbildningssammanhang tack vare sin användarvänlighet och driftsäkerhet.
Lågvolymproduktion och kundanpassade detaljer är ett område där FDM allt oftare ersätter eller kompletterar traditionella tillverkningsmetoder. För korta serier där formkostnader inte är motiverade erbjuder FDM en direkt väg till färdig del – särskilt när geometrin är komplex eller varianterna många.
FDM:s framtid
Högre hastigheter utan kvalitetskompromisser
är en tydlig trend. Maskiner som Bambu Lab H2D kombinerar Core XY-rörelsesystem med avancerade algoritmer för att uppnå utskriftshastigheter som för bara några år sedan ansågs omöjliga – utan att ge avkall på dimensionell precision.
AI och automatisering
integreras i allt fler maskiner. Realtidsövervakning av utskriften, automatisk felsökning, självkalibrering och prediktiv underhållsdiagnostik minskar behovet av manuell tillsyn och höjer driftsäkerheten i produktionsmiljöer.
Fjärrstyrning och flotthantering
via molnbaserade plattformar gör det möjligt att övervaka och styra flera maskiner från en central punkt – ett avgörande krav för företag som vill skala upp sin interna tillverkning utan att öka administrationen proportionellt.
Materialutvecklingen
fortsätter i snabb takt. Nya högpresterande termoplaster, kompositfilament och funktionella material utökar ständigt vad som är möjligt att tillverka med FDM – och driver på användningen inom krävande segment som flyg, fordon och medicinsk teknik.
Sammantaget pekar utvecklingen mot att FDM kommer att spela en allt större roll inte bara i prototypfasen utan genom hela produktlivscykeln – från konceptverifiering till slutlig produktion.

Begränsningar att beakta
FDM är en mogen och kostnadseffektiv teknologi, men det finns begränsningar som ingenjören behöver förhålla sig till:
- Anisotropi – Z-styrkan är lägre än XY-styrkan och måste beaktas vid orienteringen av detaljen
- Ytfinish – lagerlinjerna är synliga och ytan kräver ofta efterbearbetning för funktionella eller estetiska krav
- Dimensionell noggrannhet – typiskt ±0,2–0,5 mm, beroende på maskin, material och geometri
- Överhäng – geometrier med mer än ~45–50° överhäng kräver stödstrukturer, vilket ökar utskriftstid och materialåtgång
Behöver din applikation högre ytprecision eller möjlighet att skriva ut i resin? 3dverkstan erbjuder även SLA-teknik via Formlabs – exempelvis Form 4 och Form 4L – som ett komplement till FDM för delar med höga krav på detaljåtergivning.
Sammanfattning
FDM är en robust och mångsidig process som lämpar sig väl för prototypframtagning, funktionella detaljer och lågvolymproduktion. En grundläggande förståelse för hur tekniken fungerar – från slicning och extrudering till materialval och lagervidhäftning – är avgörande för att få ut det bästa resultatet och fatta välgrundade designbeslut.
Har du frågor om vilken teknik eller vilket material som passar bäst för din applikation? Kontakta oss så hjälper vi dig vidare.